A car is driven back to its home garage for the night, and its data port is plugged in. Then, some exciting things happen. First off, the car sends diagnostic information back to the manufacturer to cross-check against any systems that require repair, maintenance, or replacement. The manufacturer then downloads a selection of new driver experiences, including a different acceleration style (choice of sporty or smooth), improved navigation and mapping software, and new stay-in-lane safety features.
This is not a vision of some distant future. These things are happening now with certain brands of cars, and they will expand quickly across much of the retail and industrial automotive landscape. It is a subtle example of the power and diversity of the Internet of Things – the capacity for all types of machines, not simply computers and phones, but every kind of device or tool to communicate, primarily by way of the Internet.
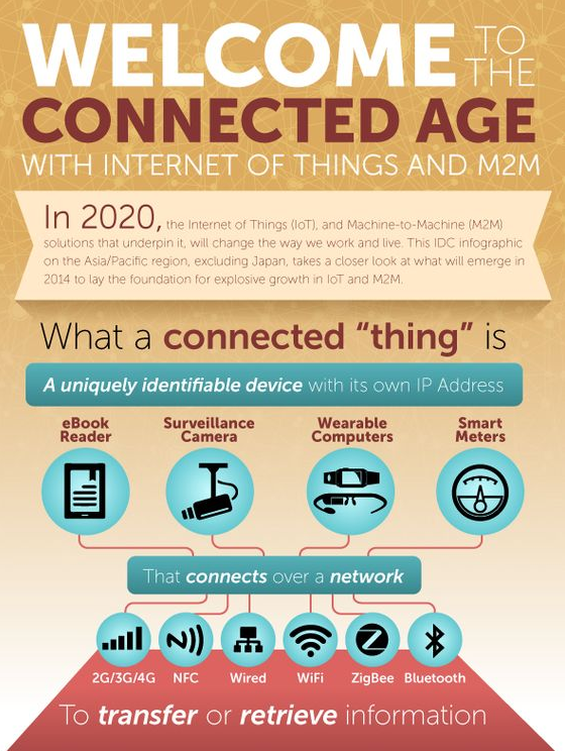
(Image Source: IDC)
A vital observation from a business standpoint is the fact that so much of the value of this car company now lies with the transfer of data. The car is as physical a product as ever, but the current that drives everything forward, from design to manufacturing to sales to aftermarket monetization, is data.
From an outside perspective, the Internet of Things offers an unlimited selection of innovations, ranging from an electric toothbrush that monitors correct brushing style, through to tire pressure sensors in truck fleets to geolocation sensors attached to livestock. The potential for their use is limitless, and this includes on the factory floor. Connected Manufacturing is the industrial application of the Internet of Things. It ushers in a revolution in manufacturing, on par with Ford’s development of mass production and the mid-20th-century development of Just-In-Time logistics.
Proactive analytics, for example, helps a device identify future needs, such as when a part might fail, when it requires service, or when supplies need to be ordered. When the machine itself can dispatch the appropriate commands to a human or another machine, it ensures smooth, safe and economical operation.
Distributed intelligence allows for greater degrees of personalization. In healthcare, medical device dashboards can reflect an individual patient’s information and requirements. At home, an intelligent refrigerator can automatically add needed items to a grocery list or grocery delivery service. In manufacturing, greater capacity opens up for customized production according to an individual customer’s requirement without extensive retooling or downtime. The machines themselves can decide how best to approach the project and self-organize to get each job done.
The universal availability of data and its intelligence allows decision-makers, designers, account reps and everyone else in the supply chain to share necessary information, opening up opportunities for enhanced sales and support, improved internal management, customer service, and innovation.
Connected manufacturing is a type of cornucopia, a perpetual source of sustenance for every business and manufacturer primarily because of the data that it makes available. But it demands a change in mindset, even for those that deal in heavy tangible goods, since the same intelligence that powers the manufacturing process now modifies the management model.
Companies are now becoming purveyors of information and providers of services. Rather than sell, or even lease a piece of heavy machinery to a customer, a business may realize greater overall revenues by providing services, such as maintenance, training, and supplies. They can attract and retain essential customer data to facilitate up-sells, and innovative aftermarket monetization opportunities. This idea of not selling a product, but retaining ownership of it and delivering services instead, requires significant flexibility on the part of corporate decision-makers, long used to a more traditional approach to commerce and business. It is the result of a chain of processes that starts with the Internet of Things, moves through connected manufacturing and winds up in the service industry.
Business leaders who are contemplating a move into the world of the Internet of Things must ensure their education travels along two streams: first is understanding the sheer diversity and versatility of IOT technologies, and how to implement them into the manufacturing and delivery stream. Second and arguably the most important is the flipped notion of “you-as-a-service.” No matter how tangible or long-standing a company’s products may be, their value now lies in the information halo that surrounds it. Machine-to-machine communication leads to data; data leads to information, and information becomes the key to every company’s future.
For more on this topic, go to http://businessvalueexchange.com, sponsored by Hewlett Packard Enterprise.
By Steve Prentice